
Деформации при сварке
Деформации деталей конструкции при сварке происходят вследствие образования внутренних напряжений, причинами которых являются (рис.2.7.):
1. Температурные деформации из-за местного нагрева изделия ;
2. Усадка наплавленного металла;
3. Фазовые превращения, происходящие в металле при охлаждении.
В результате местного нагрева при сварке происходит значительное местное расширение металла, в то время как остальная часть изделия остается в холодном состоянии. Это приводит к образованию внутренних напряжений и к изгибам элементов конструкции.
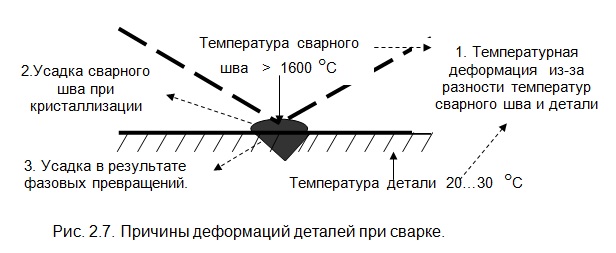
Усадка металла, происходящая вследствие уменьшения объема жидкого металла при затвердевании, является второй по значимости причиной появлений внутренних напряжений.
Фазовые превращения при охлаждении нагретого при сварке металла также сопровождаются относительно небольшим изменением объема металла. Так, для сталей переход a-железа в g -железо вызывает изменение объема примерно на 1%., это (третья причина) также приводит к образованию внутренних напряжений.
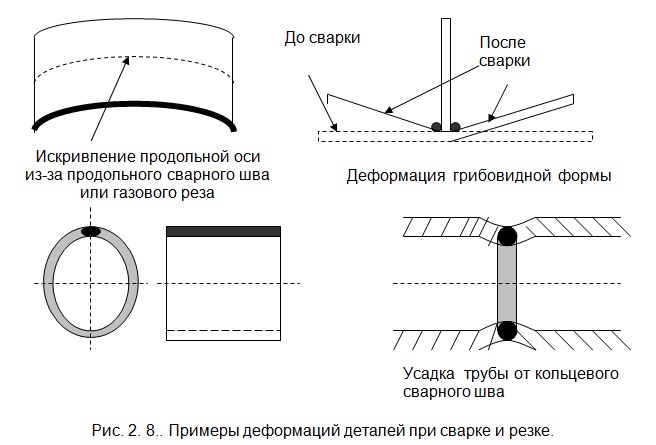
Деформации изделия при сварке (рис. 2.8) могут быть уменьшены правильным выбором вида сварки и технологии её осуществления. Сварка, при которой изделие получает сосредоточенный нагрев, например, электродуговая сварка, вызывает коробления меньше, чем сварка, при которой нагревается значительный участок детали, например, сварка газовым пламенем. Деформации при сварке плавлением больше, чем при сварке давлением.
Некоторое уменьшение коробления изделия достигается отводом тепла со свариваемого участка подкладыванием медной пластинки с обратной стороны шва, прикладыванием около шва асбеста, смоченного водой и т.п.
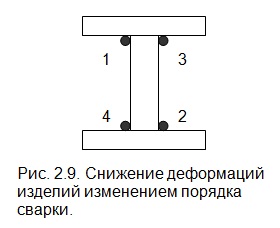

Коробление можно уменьшить и путем уравновешивания образовавшихся деформаций. При этом способе места соединения деталей разбивают на участки, сварка которых ведется в таком порядке, чтобы деформации, получаемые при сварке на отдельных участках, были равны по величине и противоположны по направлению. Например, при сварке двутавровой балки из трех частей можно применять очередность сварки отдельных участков, показанную на рисунке 2.9.
Значительное уменьшение деформации достигается способом «обратноступенчатой» сварки. При этом способе кромки деталей, подлежащие сварке, делят на части, которые сваривают в последовательности, показанной на рисунке 2.10. Коробление изделия в данном случае получается значительно меньше, т.к. деформации коротких швов не в состоянии вызывать значительную деформацию всего изделия.
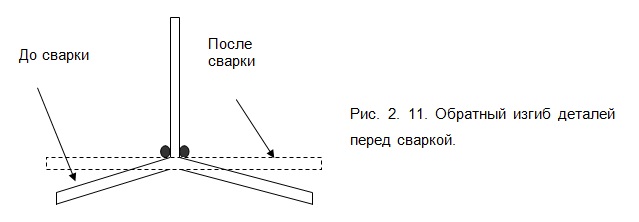
Уменьшить коробление свариваемых изделий можно также способом «обратных деформаций». Он заключается в том, что соединяемые детали предварительно отгибают в сторону, обратную сварочным деформациям (рис. 2.11). В процессе сварки они принимают требуемую, или очень близкую к требуемой, форму.
Широко применяется также способ жесткого закрепления свариваемых деталей при помощи специального приспособления или путем прихватки, т.е. предварительной сварки кромок в нескольких точках по длине сварки.
Полностью избежать деформаций при сварке не удается, но уменьшить их до приемлемых значений можно за счет использования следующих конструкторских и технологических мероприятий:
— рациональной конструкции сварного узла;
— припуска на усадку шва по размерам и форме изделия;
— рациональной сборки и подготовки к сварке;
— выбора наиболее рационального способа сварки;
— предварительного, сопутствующего и последующего подогрева изделия;
— проковки зоны сварного шва (в горячем состоянии или после остывания);
— механической правки;
— термической правки;
— общей термообработки сварного изделия.
На 85 …90% остаточные напряжения при сварке снижаются при высоком отпуске сварных конструкций (нагрев до 550… 680 °С и охлаждение на воздухе). При местном отпуске нагревается часть конструкции около сварного соединения ; после остывания ее остаточные напряжения останутся, но будут меньшие по величине. Иногда проводят поэлементный отпуск отдельных сборочных элементов конструкции, а после этого окончательная сборка конструкции.
Снижение деформаций происходит при проковке металла после сварки по горячему металлу или после полного остывания детали.
Наиболее эффективными являются конструкторские и технологические мероприятия до сварки: рациональное конструирование изделия, обоснование минимально допустимых размеров швов, выбор способов сварки с наименьшими погонными энергиями, предотвращение одностороннего расположения сварных швов, использование соединений с отбортовкой кромок вместо нахлесточных или стыковых соединений, выбор рациональной последовательность сварки.
Газовым пламенем или другими способами после сварки иногда проводят местный нагрев тех зон, последующая усадка которых также уменьшает деформации изделия.