
Основы электродуговой сварки и наплавки
Для возбуждения дуги используются чаще всего плавящие металлические и реже неплавящие (угольные и вольфрамовые) электроды (рис. 2.12). В первом случае сварной шов образуется за счет расплавления электрода, а во втором случае в дугу вводится присадочный металлический пруток, который плавится и заполняет сварной шов.
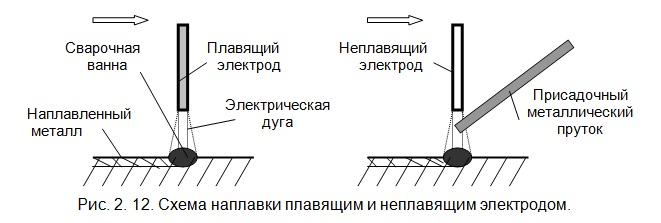
Сварка плавящими электродами выполняется как на переменном, так и на постоянном токе, а неплавящие электроды применяются только в специфических случаях (на постоянном токе для угольных электродов и на постоянном и переменном токе для вольфрамовых электродов). Следует иметь ввиду, что сварка на переменном токе технологически проще выполнима и почти в два раза экономичнее сварки на постоянном токе., но при сварке на постоянном токе более стабильно горит дуга.
Для возникновения дугового разряда (рис 2.13.) электродом касаются детали, при этом происходит расплавление поверхности и при медленном отводе электрода жидкий металл растягивается, образуя металлический мостик, который далее разрывается и последующий разряд электричества происходит в ионизированной газообразной среде. Ионизация газа выполняется электронами, испускаемыми с поверхности электрода.
Сварка плавящими электродами выполняется как на переменном, так и на постоянном токе, а неплавящие электроды применяются только в специфических случаях (на постоянном токе для угольных электродов и на постоянном и переменном токе для вольфрамовых электродов). Следует иметь ввиду, что сварка на переменном токе технологически проще выполнима и почти в два раза экономичнее сварки на постоянном токе., но при сварке на постоянном токе более стабильно горит дуга.
После короткого замыкания (а) происходит плавление электрода (а, б), вследствие чего растет капля расплавленного металла (в), которая далее касается ванночки и происходит короткое замыкание (г) при котором резко увеличивается ток, возникает большая разрывная сила, отрывающая каплю от электрода, т.е. происходит разрыв мостика расплавленного металла (д) и процесс вновь повторяется. Дальнейший перенос расплавленного металла выполняется как при коротком замыкании дугового промежутка так и без замыкания.
Частота замыканий зависит от плотности тока Jн / Fэ (удельной тепловой загрузки) на электроде. При больших плотностях тока происходит мелкокапельный перенос без коротких замыканий.
Стабильность горения дуги зависит от постоянства длины дуги (2… 4 мм), которое при сварке поддерживается постепенным опусканием электрода. Ориентировочно длина дуги должна быть равна диаметру электрода. Короткая дуга обеспечивает лучшее качество шва, т.к. расплавленный металл меньше подвержен воздействию окружающей среды (окислению и азотированию). При длинной дуге разбрызгивается металл и не обеспечивается достаточного проплавления основного металла. Устойчивость дуги также определяется величиной напряжения и силы тока, так для ручной сварки наилучшая устойчивость дуги будет при при напряжении 18… 20 В и при плотности тока 18…20 А/ м м² . Устойчивость процесса плавки возрастает при увеличении индуктивности сварочной цепи.
Производительность сварки определяется по формуле:
Qн = Kн Jн t ,
где Qн — количество наплавленного металла, г.;
Kн — коэффициент наплавки, г/А час (Kн = 7 …12 г/ А час для ручной электродуговой сварки, Kн = 15 …20 г/ А для наплавки под слоем флюса) ;
Jн — сила тока наплавки, А;
t — время горения дуги, час.
Скорость наплавки тоже характеризует производительность наплавки и определяется по формуле:
Vн = Kн Jн / Fн g ,
где Vн — скорость наплавки, см/час;
Fн — площадь поперечного сечения сварного шва, см2;
g — плотность металла шва, г/ см 3.
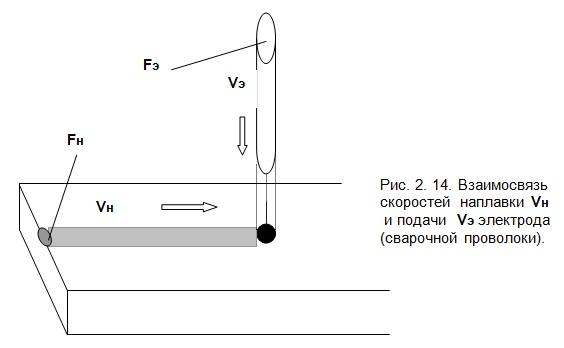
Объем наплавленного металла в единицу времени Fн Vн равняется объему расплавленного Fэ Vэ металла (рис.2.14):
Fн Vн= Fэ Vэ,
отсюда с учетом потерь металла на разбрызгивание площадь сечения сварного шва Fн зависит от скорости подачи Vэ и диаметра dэ электрода (сварочной проволоки) и от скорости наплавки Vн :
Fн = Fэ (1 - y ) Vэ / Vн,
где Vэ — скорость плавления (подачи) электрода ;
y -коэффициент потерь металла в виде брызг и паров (y =0… 0,2).
На форму шва оказывают влияние напряжение дуги, скорость наплавки, диаметр и наклон электрода. Ширина сварного шва увеличивается с ростом напряжения дуги, с уменьшением скорости наплавки и увеличением диаметра электрода. Причем в последних двух случаях возрастает и общее сечение шва.
Металл при сварке плавится при высоких температурах, а под её воздействием в зоне сварки происходит частичный распад молекул кислорода, азота и водорода на атомы; химическая активность этих элементов повышается и происходит изменение состава металла. Из-за образования кислородом окислов выгорают углерод, марганец и другие элементы, снижается прочность и износостойкость детали.
Азот приводит к образованию нитридов, которые увеличивают твердость, но уменьшают пластичность металла и способствуют ускоренному старению металла шва. Из-за присутствия водорода образуются газовые пузырьки в металле и трещины. Для устранения этих негативных явлений необходимо создавать защитную среду из газов и шлака.
В зависимости от рода защиты расплавленного металла от вредного воздействия воздуха различают следующие виды сварки и наплавки:
- 1. Электродом без покрытия или только со стабилизирующим покрытием.
- 2. Электродом со стабилизирующим и защитным покрытием.
- 3. Порошковыми электродами.
- 4. Под слоем флюса.
- 5. В среде защитных газов.
- 6. В среде охлаждающей жидкости.
- 7. В комбинированной среде.
Первые три вида используются в основном при ручной сварке и наплавке, а остальные — при механизированной.